Today we are going to study What is Drilling Machine? How does the Drilling machine work? and other sub-topics like Definition, Parts, Operation, Types, Advantages, Disadvantages, and Application in detail.
Note: You can download the whole document in PDF format at the end.
A Drilling Machine is another type of production machine in which works are to drill the workpiece. The other production machines are Milling Machine and Lathe Machine I have explained in detail you can check it.
So Let’s start with the Introduction,
Drilling Machine Introduction:
Drilling Machine is the simplest, moderate, and most accurate machine tool used in almost all the production shops and tool rooms. Drilling is basically a single-purpose machine tool as its main purpose is to make holes in the workpiece.
A machine consists of a spindle that provides rotary motion to the drilling tool, which finally makes the hole in the job (workpiece).
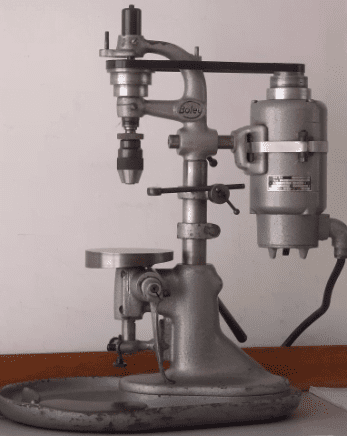
Drilling Machine History:
Drilling is a technology used a long time back in our past. It basically means to create a hole by making use of a tool.
Similarly, in the past, the Homo sapiens used a rock with pointed edges which they use to spin in between their fingers, and with the other hand, they would hit it so as to create a hole.
As time passed developments were done on the drilling and the BowDrill is considered as the first drilling machine. Bow drill was used for woodwork, stonework, and dentistry.
Inventor: Close to the end of the 18th century Arthur James Arnot and William Blanch’s brain invented the electric drill machine. Present-day electric drills have gone a long way. Now the electric drills are available in a variety of sizes and forms.
Drilling Machine Definition:
A drilling machine is a type of machine in which the holes are being made on the workpiece by making use of a rotating tool called drill bit or the twist drill.
Drilling is basically a technology of creating holes. Drilling operations can also be performed on Lathe machines.
In the lathe machine, the workpiece rotates and the drilling tool is held stationary in the tailstock.
Boring: When we talk about drilling, boring is mostly discussed. Basically, Boring is a process in which the holes are enlarged that are already being drilled or cored. To perform boring action by a machine a special holder for the boring tool is required.
Drilling Machine working principle:
Drilling Machine has based upon the principle that the rotating edge of the tool exerts a large force on the workpiece and holes are being created in the workpiece. The material is removed from the workpiece by the shearing and extrusion process.
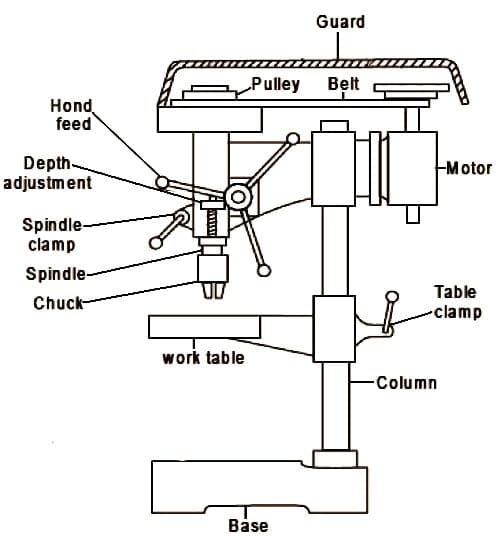
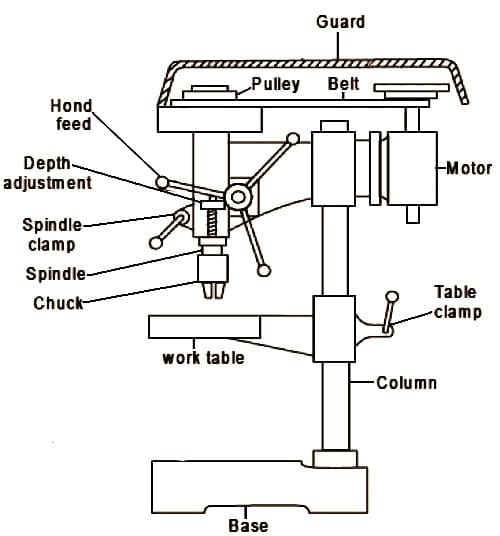
Drilling Machine Parts:
Drilling Machine consists of the following Main Parts:
- Bed
- Pillar
- Swivel table
- Motor
- Steeped pulley
- Spindle
- Chuck
- Drill Bit and
- Hand-wheel.
Let’s study one by one of each part,
#1. Bed:
The bed is the main part of the machine on which the whole machine is being mounted. The bed is made up of cast iron, so it has high compressive strength and good wear resistance.
#2. Pillar:
The pillar is a type of vertical column that rests on the bed. A pillar is present at the center of the bed. The pillar helps the motor and the spindle head.
#3. Swivel Table:
The table is the place where the workpiece is being mounted. The table is attached to the column and it can be rotated around the column and can have an upward and downward moment. A table can be adjusted at any angle as per the requirement.
#4. Motor:
The motor is present at the top of the column. The inside motor shaft is there which is connected to a stepped pulley so that we can increase or decrease the speed of the rotation of the motor.
#5. Stepped pulley:
Two steeped pulleys are present on either side of the column at the top. Out of these two, one pulley will be in an upward direction while the other pulley is inverted.
Always both the pulleys will be there in the opposite direction. The basic function of the stepped pulley is to control the speed of the rotation of the motor.
#6. Spindle:
Spindle arrangement is present at top of the column opposite to the arrangement of the motor.
The top of the spindle is attached to one of the stepped pulleys. The bottom of the spindle is connected to the chuck.
#7. Chuck:
Chuck is present at the bottom of the spindle. The basic function of the chuck is to hold the cutting tool firmly.
#8. Drill bit:
A drill bit is an actual cutting tool that is used to create a hole in the workpiece.
#9. Hand Wheel:
The basic function of the handwheel is to adjust the spindle position as per the requirement.
Drilling Machine Specification:
The following specification of Drilling Machine are:
- The portable Drill Machine is specified by the maximum diameter of the drill which can be held.
- Sensitive and the upright drill machine are specified by the diameter of the largest workpiece that can be held.
- The radial drill machine is specified by the length of the arm and column diameter.
- Multiple spindle drill machine is specified by the drilling Area, the size and the number of holes the machine can drill.
Cutting Speed, Feed, and Machining Time of Drilling Machine:
Cutting Speed:
The cutting speed can be defined as the speed of the periphery of the cutting tool in meters per minute.
- The cutting speed depends upon the material to be drilled. Generally, the cutting speed varies from 10 to 90 meters/minute.
- The cutting speed for the highspeed drill should be double than that of the carbon steel drill.
Mathematically it can be expressed as:

Feed
The feed can be defined as the distance moved by each rotation of the drill bit into the workpiece.
- It is mostly measured in millimeters. The feed range varies from 0.05 to 0.35mm.
- The amount of the metal removed is a function of the cutting speed and the feed.
- By using the highest possible feed rate the best tool life for a given tool can be obtained.
Machining Time:
The machining time in drilling can be calculated by the following equation:
T=L/(N x f) minutes.
Where,
- N= r.p.m of the drill.
- f= feed per revolution of the drill.
- L=Length or depth of the hole in mm.
- T= Drilling time in a minute.
In a Drilling operation, the length of the approach is taken into account for calculating the length or the depth of the hole.
- The length of the approach(X) is taken as 0.29D. The equation for calculating the total length is different for an open hole and blind hole:
- In an open hole, the total length is equal to
L= (H+X+X)=(H+0.29D X 2)
- In blind holes, the total length is equal to:
L=(H+X) = (H+ 0.29D)
Precautions which should be used in drilling Machine:
Safety is the most important factor that should be taken care of while using a drill machine to avoid any kind of harm to the operator.
Improper use of the drill machine can cause serious injury to the operator.
The precautions which should be followed while using the drilling machine are as follows:
i) The machine tool should be strong enough to drill a hole in the workpiece, otherwise, the parts may be deformed due to the cutting force generated. Drill feeding arrangement must be directionally stable.
ii) To avoid any kind of error it must make sure that the Axis of the spindle, adapter, and tool must coincide.
iii) Accurately ground drills should be used so that the uniform chips are produced by both cutting edges, otherwise, unbalanced forces may deflect the tool during machining.
iv) The workpiece must be held rigidly otherwise it can lead to:
- Error in Shape.
- Burrs and
- Error in hole location.
Drilling Machine Power Calculation:
In order to cut the metal has to overcome the resistance offered by the metal and a twisting movement is necessary to run it.
The torque required to operate the drill is dependent on the various factors, but the most common equation which is found to give the best satisfactory result is:
Where,
- T=Toque.
- F=feed.
- D= diameter of the drill.
Drilling Machine Operation:
The various operation performed by the drilling machine are:
- Drilling Operation
- Boring Operation
- Reaming Operation
- Counter boring Operation
- Countersinking Operation
- Tapping Operation
- Spot Facing Operation
- Trepanning Operation and
- Honing Operation.
Now let’s discuss each of them in brief one by one:
#1. Drilling:
Drilling is the process of creating circular holes on the job(workpiece) using a drill.
#2. Boring Operation:
Boring is the process of enlarging a hole by means of an adjustable cutting tool with only one cutting edge.
#3. Reaming Operation:
It is basically a type of finishing operation. It is a process of sizing and finishing a hole by means of a reamer having several cutting edges.
#4. Counter boring Operation:
Counter boring is a type of operation in which it is used to enlarge a particular portion of the hole.
#5. Countersinking Operation:
Countersinking can be defined as the process of enlarging the end of the hole to give it a conical shape for a short distance.
#6. Tapping Operation:
Tapping is the process of creating internal threads by means of a tool called the tap.
#7. Spot Facing Operation:
Operation of removing the chip present on the surface of the hole for proper seating of head nuts etc. This can be done by an end mill cutter with drill machines.
#8. Trepanning Operation:
It is the operation used for producing large size holes without drilling. This operation is mostly used for holes that are more than 50mm in diameter. It cannot be used for blind holes.
#9. Honing Operation:
Honing is the process of producing very smooth holes. In honing operation, the tool will reciprocate and rotate about its axis. It is mainly used for finishing the IC engine cylinder.
When a drill is cutting it has to overcome the resistance offered by the metal and a twisting effort is necessary to turn it.
Here I have also discussed the Difference Between Lathe machines and Drilling machines.
Drilling Machine Types:
The different types of Drilling Machine are:
- Portable Drilling Machine
- Sensitive Drilling Machine
- Upright or Column Drill Machine
- Radial Drilling Machine
- Gang Drilling
- Multi-Spindle Drilling
- Vertical Turret Type Drilling
- Automatic Drilling Machine
- Deep hole Drilling
- Turret Drilling
- Automatics Drilling Machine.
Now we will discuss the type of drilling Machine in detail:
#1. Portable Drilling Machine:
Portable Drilling Machine is the type of machine which consists of a small electric Motor which gives power for rotation of the drill bit. Hand Drill is the best example of the portable hand Drill.
Portable Machine is most helpful in the case where the job cannot be taken to the workshop due to their large size or weight so in such cases Portable drilling machines are best as they can be taken to the job(workpiece) and drilling can be done there itself.
Thus, it saves a lot of time and prevents transportation costs.

#2. Sensitive Drilling Machine:
A sensitive Drilling machine is a machine that is hand-fed and operates on the principle of rack and pinion drive.
This is a light and simple bench-type machine used for light-duty work. In this, the drill head is counterbalanced and fed through a hand lever system.
The operator puts the force on the drill bit by manual rotation of the wheel, thus creating a hole in the workpiece.
#3. Upright or Column Drilling Machine:
Upright or column drill is similar to the sensitive drill machine the only difference is that the power feeding mechanism is used for the rotation of the drill.
This machine is mostly suited for heavy work. The size of work that can be accommodated is limited by the distance between the spindle and column.
These machines mostly have a box-type column and are mostly used for heavier work.

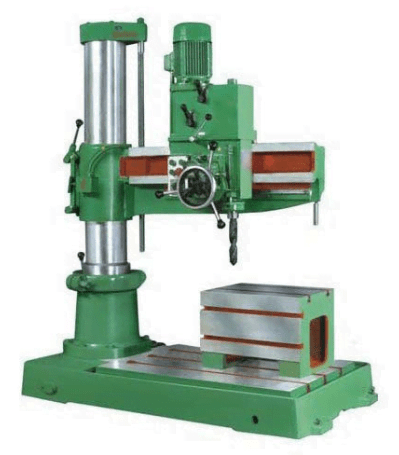
#4. Radial Drilling Machine:
A radial drill machine is the most advanced form of the drill machine. It is the most versatile drill machine. Best suited for drilling a large number of holes.
The radial drill machine has a single-spindle machine intended for handling large and heavy work which is beyond the capacity of the simple machine.
It consists of a vertical column with a radial arm that can swing through an arc of 180 degrees or more.
The drilling head is equipped with a power feed. The drilling head may be moved along the arm by hand or power on gear and the track arrangement.
The hole is being drilled on the job by following the below steps:
- The arm is raised or lowered as per the requirement and the drill head is positioned and locked on the arm.
- The arm is locked in that position then the spindle speed and the feed are adjusted and then the depth is set.
- The drill will then feed down and return when the proper depth is achieved.
- To get the proper angular cut the drilling head is provided with a swiveling arrangement
- Spindle speed available is from 20 rpm to 1600 rpm and feed on 0.05 to 3mm per revolution are available.
- They require very little maintenance and it can serve the slow speed operations like reaming, tapping, etc.
#5. Gang Drilling Machine:
Gang Drilling Machines of two or more dill heads mounted on the same table. These can run simultaneously or in sequence. The number of spindles that can be mounted is unlimited but mostly four spindles are used.
It is most useful in the case when multiple operations are to be performed such as drilling, counterboring, reaming, etc. for drilling holes of several different sizes.
Application: Machines are used for the straight line, multiple hole drilling applications as in the pipe, channels, castings, plates, and angle.

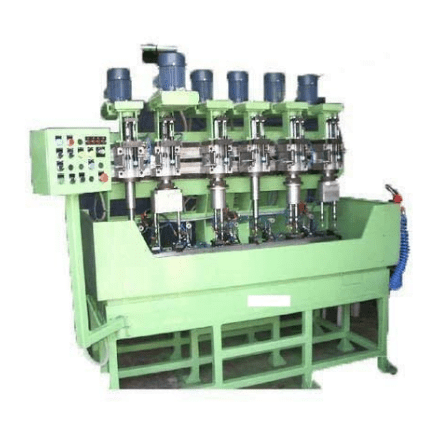
#6. Multi-spindle Drilling Machine:
A multi-spindle drill Machine is developed for the purpose of drilling several holes simultaneously.
These machines are mostly used for larger production work where it is required to drill many parts with such accuracy that all the parts are interchangeable.
For drilling closely spaced holes, some of the holes are drilled first by a set of spindles then the job is repositioned and other sets of closely-spaced holes are then drilled by another set of spindles.
The special type of multi-spindle is the way-type. This type of machine is used in the case where several holes in the different planes are to be drilled.
#7. Vertical turret type drilling Machine:
Vertical turret type drill machine consists of a turret that houses various tools such as drill, ream, spot-face, counterbore, tap in any desired sequence.
The various spindles on this turret can be indexed manually or automatically. The spindles drive only after they come to the drilling position.
#8. Automatic Drilling Machine:
An automatic drill machine is used mostly in places of higher Production work. They consist of a number of unit heads with single or multiple spindles in angular, vertical or horizontal positions on various combinations on a special case.
Each station is also provided with an indexing table and work holding fixtures.

#9. Deep-hole Drilling Machine:
Deep hole Drilling machines are used for drilling such holes whose length exceeds three times the drill size.
The special features of the Deep Drill Machine are:
- Robust design.
- Extreme shot setup time.
- Good quality of production.
- High-speed operation.
- Versatility: The various example of this class are riffle barrels, long Spindles, Connecting Rods, and certain oil well drilling equipment.
Drilling Machine Advantages:
Various advantages of the drilling machine are:
- High speed
- High output
- Easy to operate
- High flexibility
- Low maintenance and lower cost.
High speed: The main advantage of the drill machine is that the holes can be made in the workpiece with greater speed and other drilling operations can also be performed at a decent speed.
High Output: It is capable of giving high output. As per the advancement of the Machine, the speed of the machine increased, and especially after the introduction of automatic and radial drilling machines, the output became very high.
Easy to operate: It is very easy to operate. Its easy moment maintains the efficiency of the operators all the time.
High flexibility: The modern drilling machines are highly flexible as they have multiple spindles are automatic, and the holes can be dilled at any angle many more features are there which makes it highly flexible.
Low maintenance cost and longer life: The maintenance cost of a machine is very less and they have a very long life. With very less amount of maintenance cost, they can be used for a longer period of time.
Drilling Machine Disadvantages:
The various trouble experienced during drilling along with their remedies are as follows:
- Limited size workpiece
- Rough hole
- Chipped cutting lips
- Oversized holes
- Breaking of drill
Limited size workpiece: A limited size workpiece can only be machined. Workpiece which is very large cannot be operated.
Rough Hole: The rough holes might be produced sometime during drilling. Rough holes are can be avoided by:
- The feed should be reduced.
- Point reground.
- Coolant used.
- The rigidity of the fixture ensured.
Chipped cutting lips: Chipped-cutting lips can be formed. This happens because of the high feed and high clearance angle. To avoid chipped cutting lips proper feed speed and proper clearance should be used as per the requirement.
Oversize hole: An oversized hole may be produced due to the loss of a spindle or unequal angle/ length of the cutting edges.
Breaking of Drill: The drill may break due to the following reasons:
- The drill may break if it gets dull.
- The flute is clogged by the chips.
- Due to high feed.
- Improper clamping of the drill and work.
Drilling Machine Application or Uses:
The following application of Drilling Machine are:
- The Drilling machine used in almost every manufacturing industry for making holes in the workpiece as per the requirement.
- This is also used in carpentry work for drilling the holes in the wood and fixing the wood structures.
- They are used in construction sites, glasswork.
- Hand drill or portable drills are used for screwing and fastening.
- This machine tool can perform a variety of operations like reaming, boring, counter-boring, tapping, and many others, which makes it applicable in vast fields.
How to obtain high accuracy in Drilling Machine:
- The first step is the proper clamping of the workpiece.
- Properly ground Drill.
- One should ensure that the axis of the spindle, sleeve, and tool must coincide.
- Use of Rigid Machine tool.
- One should ensure that the directionally stable tool feed is used for carrying out the drilling operation.
- One should use Appropriate guide bushes for the guidance of drills.
This is all about Drilling machines from my side. If you want any further topics to discuss just comment down and it will be added soon. If you find this article helpful and don’t forget to share it with your friends and family.
Internal Resources:
- Milling Machine
- Shaper Machine
- Planer Machine
- Slotter Machine
- Grinding Machine
- Punch Press Machine
- NC Machine
- UP Milling vs Down Milling
- NC Machine vs CNC Machine
External Resources:
- https://en.wikipedia.org/wiki/Drill
- https://www.nitttrc.edu.in/nptel/courses/video/123105003/lec12.pdf



{kind=link}
Discussion about this post