Table of Contents
ToggleLathe Machine is known as one of the oldest machine tools in the production machine. This Machine is also known as the mother of all machines.
In these articles we will try to learn Definition, Parts, Operation we perform on it, The Types, Specification advantages, disadvantages, and application of lathe machine.
Lathe Machine Introduction:
Lathe machine is probably the oldest machine tool know to mankind. Its first use dates back to 1300 BC in Egypt. The first lathe was a simple Lathe which is now called a two-person lathe.
In this one person would turn the wood workpiece using rope and the other person would shape the workpiece using a sharp tool.
This design was further improved by the Ancient Romans who added the turning bow and lather the paddle (as there in the sewing machine) was added.
Further during the industrial revolution Steam Engines and water wheel were attached to the Lathe to turn the workpiece to a higher speed which made the work faster and easier.
Then in 1950 servo mechanism was used to control the lathe machine.
From this crude begging and over a period of more than two centuries, the modern engine lathe has evolved. Now we have the most advanced form of the Lathe Machine which is the CNC Lathe Machine.
HENRY MAUDSLAY, a British Engineer is considered as the inventor of the metal lathe.
Lathe Machine Definition:
A lathe machine is a machine tool which removes the undesired material from a rotating workpiece in the form of chips with the help of a tool which is traversed across the work and can be feed deep into the work.
A lathe is a machine which is one of the most versatile and widely used machine tool all over the world.
Lathe is also known as the ‘Mother of all Machines’.
Nowadays, Lathe Machine has become a general-purpose machine tool, employed in production and repair work, because it permits a large variety of operations to be performed on it.
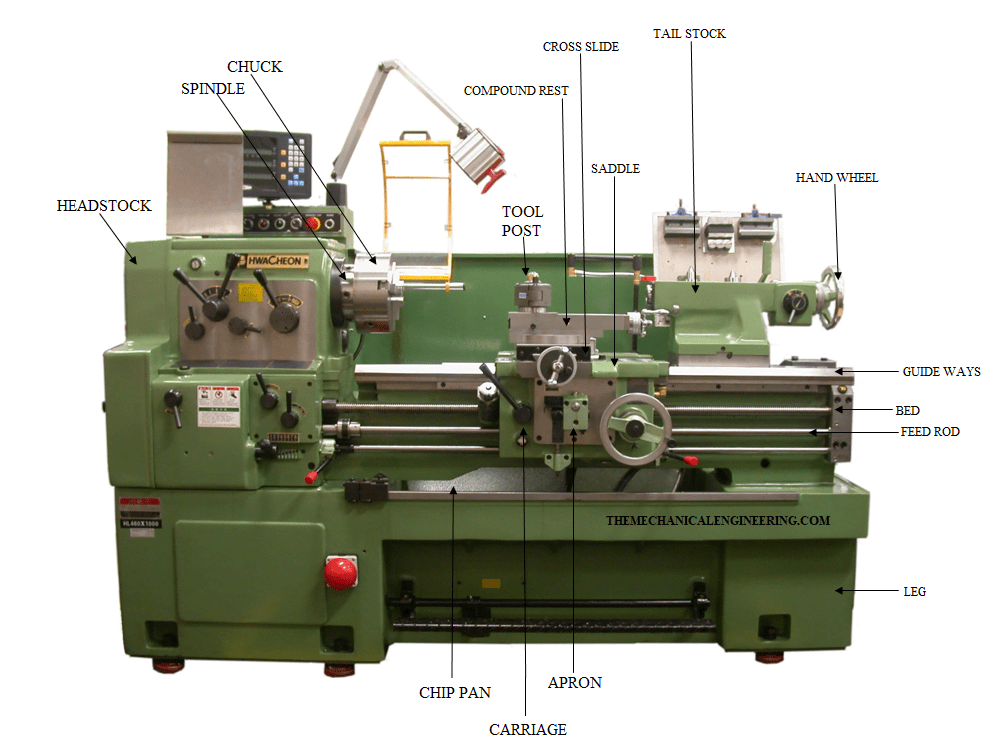
Lathe Machine Parts and thre
The various parts of the Lathe Machine are:
BED:
The bed of the lathe machine is the base on which all the other parts of the lathe are mounted.
The bed is made from Cast iron or nickel cast iron alloy and is supported on broad box-section columns.
Its upper surface is either scraped or grounded and the guiding and the sliding surfaces are provided.
The bed consists of heavy metal slides running lengthwise, with ways or v’s forced upon them. It is rigidly supported by cross griths.
The three major units mounted on bed are:
The scrapped or the ground guiding along with the sliding surfaces on the lathe bed ensure the accuracy of the alignment of these three units.
- Headstock:
Headstock is present on the left end of the bed.
The main function of the headstock is to transmit power to the different parts of the lathe.
It supports the main spindle in the bearing and align it properly. It also houses a necessary transmission mechanism with speed changing levers to obtain different speeds.
Accessories mounted on the headstock spindle are:
- Three jaw chuck.
- Four jaw chuck.
- Lathe center and lathe dog.
- Collet chuck.
- Face Plate.
- Magnetic chuck.
- Tailstock:
Tail stock is a movable casting located opposite to the headstock on the way of the bed. The basic function of the tailstock is:
- To support the other end of the work when being machined.
- To hold a tool for performing operations like drilling, reaming, tapping, etc.
It consists of the dead centers, the adjusting screws and the handwheel. The body of the tailstock is adjustable on the base which is mounted on the guideways of the bed and can be moved to and fro.
- CARRIAGE:
Carriage is located between headstock and tailstock. The basic function of the carriage is to support, guide and feed the tool against the job during operation.
It consists of 5 main parts:
- Saddle: It is an H-shaped casting mounted on the top of the lathe ways. It provides support to cross-slide, compound rest and tool post.
- Cross Slide:
Cross slide is provided with a female dovetail on one side and assembled on the top of the saddle with its male dovetail.
The top surface of the cross slide is provided with T slots to enable fixing of rear tool post or coolant attachment.
Carriage basically provides a mounted or automatic cross-movement for the cutting tool.
- Compound Rest:
Compound rest is present on the top of the cross slide. It supports the tool post and cutting tool in its various positions.
Compound rest is necessary for turning angles and boring short tapers and forms on forming tools.
- Tool Post:
The tool post is mounted on the compound rest. It is used to hold the various cutting tool holders.
The holders rest on a wedge which is shaped on the bottom to fit into a concave-shaped ring(segmental type), which permits the height of the cutting edge to be adjusted by tilting the tool.
It is fixed on the top slide. It gets its movement by the movement of the saddle, cross slide, and top slide.
The three types of tool post which are commonly used are:
- a) Ring and rocker tool post:
It consists of a circular tool post with a slot for accommodating the tool or tool holder.
b)Quick change tool post
- c) Squarehead tool post.
- The Apron:
The Apron is fastened to the saddle and hangs over the front of the bed.
Apron consists of the gears and clutches for transmitting motion from the feed rod to the carriage, and the split nut which engages with the lead screw during cutting threads.
Two types of Apron are extensively used:
- i) Incorporating drop worm mechanism.
- ii) Friction or dog clutches.
- Chuck– Chuck is basically used to hold the workpiece, particularly of short length and large diameter or of irregular shape which can’t be conveniently mounted between centers. It can be attached to the lathe by screwing on the spindle nose.
Four different types of chucks are most commonly used in Lathe:
- Idependent or four jaw chuck:
It is used for irregular shapes, rough castings of square or octagonal in such jobs, where a hole is to be positioned off the center.
It consists of four jaws and each jaw is independently actuated and adjusted by a key for holding the job.
- Three jaw or universal chuck:
It consists of three jaws which move simultaneously by turning a key and the workpiece automatically remains in the centerof the chuck opening.
It is used for holding round, hexagonal bar or other symmetric work.
- Collet chuck
It is mostly used in the places where production work is required such as in Capstan Lathe or automats.
It is used for holding the bars of small sizes (below 63mm).
- Magnetic chuck:
They are of permanent magnet type or electrically operated. In lathe it does not have a widespread use.
- Feed Rod:
Feed rod is a power transmission mechanism used for precise linear movement of the carriage along the longitudinal axis of the lathe.
In some lathe machine instead of feed rod lead screws are used.
- H) Lead screw:
Lead screw is used mostly in the case when threading operation are to be performed on lathe.
As we know for threading operation requires rotational movement of the job (work piece) and the linear movement of the tool (tool post).
So rotation of the job is obtained by the chuck and the desired linear motion of the tool-post(asthe lead screw drives the saddle when it is engaged) is provided with the help of lead screw.
Working Principle of the Lathe Machine:
A Lathe works on the principle of rotating the workpiece and a fixed cutting tool.
The workpiece is held between two rigid and strong supports called center or in a chuck or in face plate which revolves.
Lathe removes the undesired material from a rotating workpiece in the form of chips with the help of a tool which is transverse across the work and can be fed deep in the work.
The main function of the lathe is to remove the metal from a job to give it the required shape and size.
The normal cutting operations are performed with the cutting tool fed either parallel or at right angles to the axis of the work.
The cutting tool can be fed at angle relative to the axis of the work for machining tapers and angles.
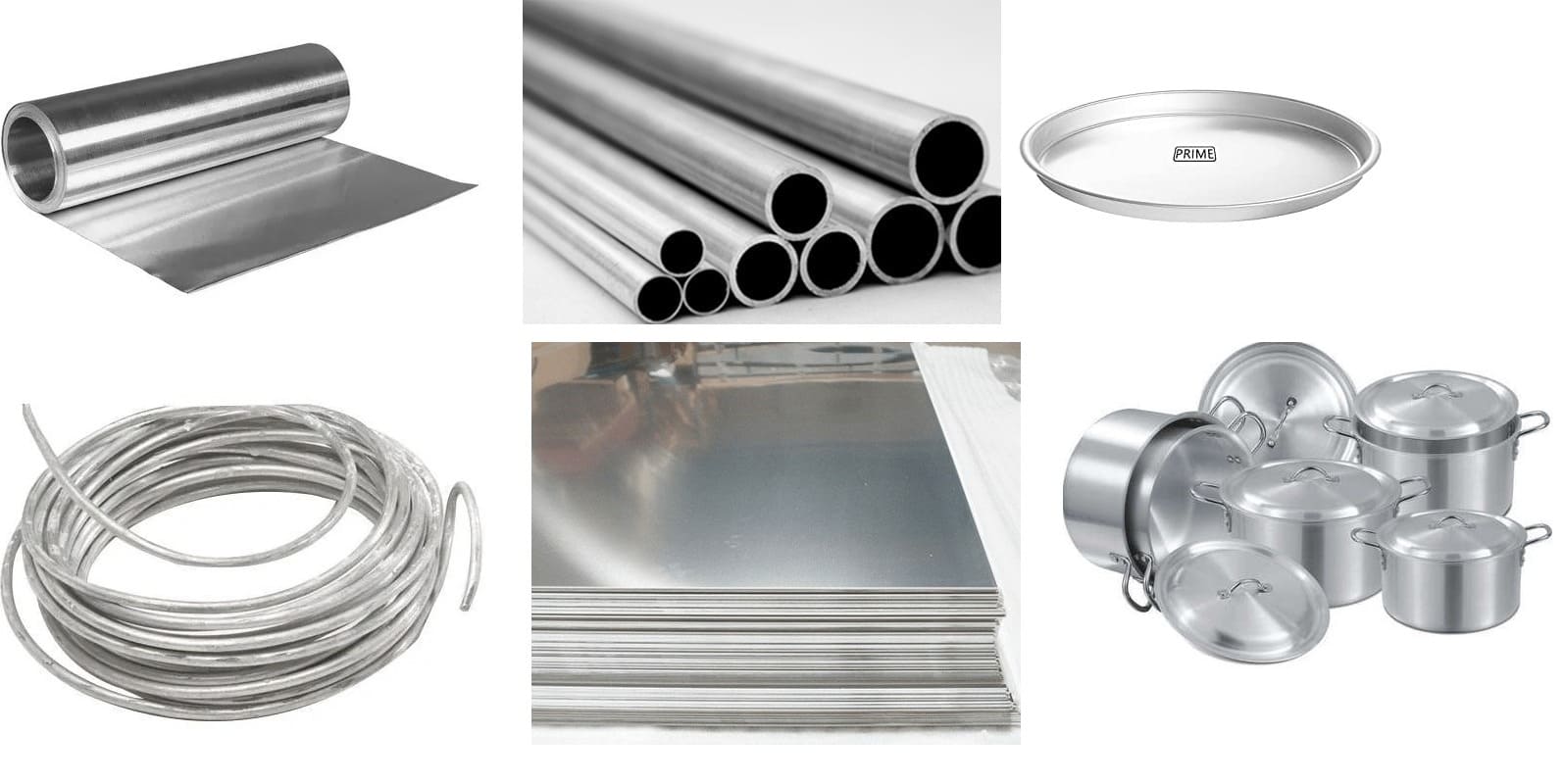
Products which can be made from lathe machine are:
A variety of products can be made from the lathe machine. Some of them are:
Nuts, bolts, piston, Ram, pump part, electric motor parts, sleeves, Air craft parts, gun barrels, candlesticks, train parts, cue sticks, wooden bowls, baseball bat, crankshaft and many more things.
Types of Lathe Machine:
The widely used type of Lathe Machine can be classified as below:
- Engine Lathe or center Lathe.
- Speed Lathe.
- Turret lathe.
- Capstan Lathe.
- Tool room Lathe.
- Bench Lathe.
- Gap bed lathe.
- Hollow spindle Lathe.
- Vertical Turret Lathe.
- CNC Lathe.
- Engine Lathe or centre Lathe:
Engine lathe is the most important tool in the Lathe family and by far the most widely used type of Lathe machine.
Its name is derived from the fact that early machine tools were driven by separate Engines or central engine with overhead belt and shafts.
The operations which can be performed by the Engine Lathe machine are Turning, facing, grooving, knurling, threading, and many more operations can be performed by it.
Engine lathe consist of headstock, Tailstock, bed, saddle, carriage and other parts.
- The headstock encloses the spindle and motor. It also consists of the gear and pulleys, which are used to change the gear speed and the feed rate.
- Tailstock is provided to facilitate holding the work between centers and permit the use of tools like drills, taps, etc.
- The cutting tool can be fed both in cross and longitudinal direction with reference to the lathe axis with the hep of the feed rod and the lead screw.
The Engine Lathe are available in sizes to handle to 1m diameter jobs and 1 to 4m long.
- ii) Turret Lathe:
It is a production machine that is used for the production of products on a large scale.
It basically handles heavy-duty workpieces.
The distinguishing feature of this type of lathe is that the Tailstock is replaced by hexagonal Turret.
In it, the several tools are set up on a revolving turret to facilitate in performing a large number of operations on a job with minimum wastage of time.
The turret usually accommodates 6 tools for different operations like drilling, countersinking, reaming, tapping, etc, which can be brought into successively working positions by indexing the turret.
Turret lathe are basically used for repetitive batch production.
- Capstan Lathe:
Capstan Lathe are similar to the Turret lathe. It is used for the mass production of the light duty workpiece.
It incorporates capstan slide which moves on auxiliary slide and can be clamped in any position.
It is best suited for the production of the small parts because of its light weight and short stroke of capstan slide.
- Speed Lathe:
- It is the simplest form of the lathe and consists of a simple Headstock, tailstock and a tool post.
- It has no gearbox, lead screw and carriage.
- It has a very high speed of the headstock spindle. The speed of the spindle ranges from 1200 to 3600rpm.
- Tools are hand operated. Cone-pulley is the only source provided for speed variation of the spindle.
- Speed Lathes are intensively used in wood turning, metal spinning and polishing operation.
- Tool Room lathe:
- Tool Room lathe is a modern engine lathe which is equipped with all the necessary accessories for the accurate tool room work.
- It is best suited for the production of small tools, dies, gauges, etc.
- It is a geared head driven machine with considerable rage in spindle speed and feeds. Its speed can range from very low to a very high speed of up to 2500 rpm.
- Bench Lathe:
Bench Lathe machine is a type of small lathe machine which has all the parts of the engine Lathe machine and speed lathe machine.
It is mounted on a work bench and is used for doing small precision and light jobs.
- Special purpose Lathe machine:
Special purpose lathe machine is used for performing the specific special tasks which cannot be performed by ordinary lathe. Some type of special purpose Lathe are as follow:
- Gap bed lathe:
In gap bed lathe, gap is provided over the bed near the headstock to handle the job having flanges or some other protruding parts.
Mostly a removable portion is provided in the bed so that when it is not required it can be inserted.
- Wheel lathe:
Wheel lathes is special purpose lathe machine which is used for finishing the journals and turning the tread on locomotive wheels.
- T- Lathe machine:
T- Lathe machine is a type of machine which has T shaped bed and is used in the aerospace industry for the machining of the rotors of the jet engine.
Viii) Automatic Lathe Machine:
As the name suggest automatic Lathe machine is machine in which the complete work and the job handling movements required for the completion of the job is done automatically.
They are heavy duty, mass production and high-speed machine.
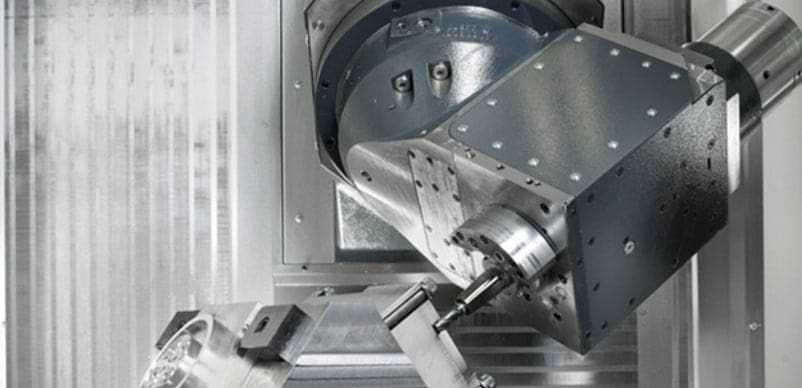
- CNC Lathe Machine:
Computer Numeric Control(CNC) is the most advanced form of the lathe machine.
CNC lathe machine produces the most accurate products as compared to the other type of the lathe machine.
In CNC Lathe machine program are being fed to the computer system which controls the overall working of the lathe.
CNC lathe machines are used for large scale Production.
Semi- skilled workers are required for the operation of this machine.
Operations which can be performed on the Lathe Machine:
The operations which can be performed on
are:
- Turning
- Facing
- Taper turning
- Eccentric turning
- Boring
- Drilling
- Reaming
- Knurling
- Scroll cutting
Let’s start discussing them one by one:
- Turning
Turning is the most common operation performed on the lathe.
Turning is a machining operation in which the diameter of the workpiece is being reduced by removing the excess material from the outer diameter of the job(workpiece) which is mostly cylindrical or conical in shape.
Turning operation results in good surface finish of the metal.
The various type of turning operation are:
i)Tapered Turning:
Tapered Turning is a machining process in which the cylindrical jobs are being machined to produce a conical surface.
In taper Turning the tapered component will be produced.
The various methods used for Taper Turning are:
- Compound Rest Method
- Tail stock Method.
- Taper Turning Attachment method
- Form tool Method.
Let’s discuss each method in brief:
- Taper Turning Attachment Method:
In taper turning attachment method the slide ways are tilted by an angle equal to the taper angle of the component so that the saddle is automatically tilted and when the saddle is moving on the slide ways it produce tapered component.
FEATURES:
- It can be used for both internal, external operation.
- 1 degree accuracy can be produced.
- Maximum taper angle which can be produced is 8 degree.
- Maximum taper length of the component in one sitting is 235mm.
- Compound Rest Method:
In compound Rest Method the compound rest is swiveled by an angle equal to the required taper angle on the component.
Any taper angle can be produced by this method and both internal and external taper turning operations can be performed by this method.
- Tail stock method:
The method is used for producing only external tapers
In this method the tailstock is moved from its middle position to one side of the bed, which makes the workpiece tilted with respect to the lathe axis and feed.
Thus, when the tool moves it cuts the workpiece at an angle to the axis creating taper.
- Form Tool method:
Form tool method is used for producing external tapers only.
Formtool method is a type of method in which the shape of the tool is same as that the shape of the component to be produced.
Whatever the angle on the tool that can be produced on the component.
Accuracy produced on the component depends upon the accuracy present on the tool.
It is mostly used in the chamfering operation.
- ii) Shoulder Turning:
Shoulder Turning is used in the case where several diameters are to be turned on the workpiece.
The surface forming the step from one diameter to the other is called as the shoulder.
There are four kind of shoulder:
- Square
A right-cut tool is used to make the square shoulder.
iii)Facing operation:
Facing is a process in which the end of the workpiece is being machined by the tool which is at a right angle to the axis of the rotation of the workpiece.
Facing is frequently the first operation performed in the production of the workpiece and often the last. We can relate it to the phrase” ending-up”, which will help us in remembering its sequence.
iv)Thread cutting operation:
Thread cutting is a type of operation in which the threads are being cut on the internal and the outer surface of the workpiece as per the requirement.
In the thread cutting operation only the automatic feed is given.
The automatic feed required for the thread cutting operation is given by using lead screw and the feed gear box.
127 toothed gear is used for producing Metric threads on engine Lathe.
Feed of the lead screw has to be changed in order to get different pitch of thread on the job.
JOB SPEED:
Job speed during threading is up to 1/4th of the job speed during turning.
v)Parting:
Parting is operation in which the deep groves are being made on the parent material to remove the specific portion from the parent material resulting in dividing the workpiece into two or more parts.
vi)Chamfering:
Chamfering is the operation of beveling the extreme end of a workpiece.
Chamfering is provided for:
- Better look.
- To enable the nut to pass freely on threaded workpiece.
- To remove burrs
- To protect the end of the workpiece from being damaged.
Chamfering is done usually after knurling, thread cutting etc…
vii)Knurling:
The process of making the surface of the work piece rough by embossing(impressing) a diamond shaped regular pattern on the surface by making use of a knurling tool is called as knurling operation.
Knurling is done at a lower speed and the plenty of oil is used.
Knurling provides effective gripping surface on workpiece to prevent it from slipping when operated with hand.
Viii)Drilling Operation:
Drilling operation is a type of machining operation which is used to remove the material from the workpiece by making use of drill bit, which is held stationary in the Tailstock. Finally creating a hole in the work piece.
Drill bits are generally made up of high-speed steels and carbon steels.
- IX) Boring :
Boring is an internal turning operation used for enlarging the existing holes by some amount. It can further be divided as:
- Counter boring:
Contour boring is an internal turning operation used for enlarging the end of the holes.
- Counter sinking:
Counter Sinking is the operation of conical enlargement of the end of the hole.
It requires a large size drill bit than that required for hole.
X)Reaming:
Reaming is machining process which is done after drilling to make internal holes of very accurate diameter.
Reaming removes very small amount of material from the holes which are already drilled.
Specification of the Lathe:
In order to specify the lathe completely the following parameter should be included:
- a) Length between the two center: It is the measure of the maximum length of the workpiece that can be fixed between the lathe center.
- b) Height of the center: The distance between the lathe axis and the lathe bed is called the height of the center.
- c) Swing Diameter over the bed: It is the maximum diameter of the workpiece that can we turned on a lathe without hitting the lathe bed.
- D) Maximum bar diameter:
It is the maximum diameter of the workpiece that can be passed through the hole in the headstock.
Other factors for the lathe specification are:
- i) Tailstock sleeve travel.
- ii) Metric thread pitches.
iii) Leadscrew Pitch.
- iv) Motor horse power and RPM.
- v) shipping dimension— length x width x height x weight.
Appication of Lathe Machine:
The application of Lathe Machine is widespread, I am listing some of the application of the Lathe Machine:
Metal working operations, metal spinning, thermal spraying, in automobile industry mainly in the crankshaft, wood turning, Glass turning operation, for forming screw threads, also used for reclamation of the parts, and many more…
A CNC lathe machine finds extensive use in the several tasks being performed by it in various industries like:
- Textile
- Power Generation
- Defense
- Medical
- Plastic
- Aerospace
- Automotive
- Automobile industries.
Advantages of the Lathe machine:
Lathe Machine has numerous advantages, some of them are:
i)High Quality Products: Lathe machine specially the CNC Lathe machine produce final products with high quality.
- ii) High Speed: The machining in the lathe can be done a very high speed specially in automatic and CNC lathe machine.
iii) Saves time:Lathe machine because of its extensive high speed and high accuracy saves a lot of time, resulting in the increased production.
iv)Saves Money: Lathe machine helps in reducing the cost of machining because less operators are required for machining.
Disadvantages of Lathe Machine:
- i) Initial cost is very high.
- ii) High skilled operators are required for the initial setup of CNC machine.
iii) Control systems are complex.
iv) CNC machine cannot be used for small scale production method.




{kind=link}
Discussion about this post