The chemical machining process is also knowns as the Etching process. This process sounds like magic due to its easy outputs.
In this process, we are just dipping the workpiece into a tank of chemical solution and in just a few seconds, we will be obtaining the desired structure on the workpiece. This machining process is not magic, but scientifically practical. This process uses a strongly acidic or alkaline chemical reagent to remove material from the workpiece.
This is an age-old process prior to 400 BCE when organic chemicals such as citric acids and lactic acids were used to etch metals to manufacture the desired shape of armors.
This technique was further developed and brought into commerce in 1927 by a Swedish company named ‘AktiebolagetSeparators’.
Chemical machining is a process of material removal to obtain a desired shape on the workpiece by dipping the workpiece into a strong chemical reagent.
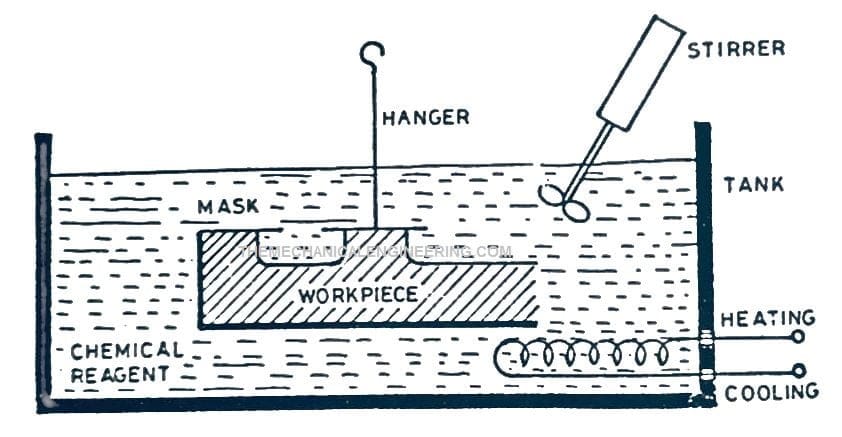
Chemical Machining Construction or Parts:
It consists of the following parts:
- Tank
- Heating coil
- Stirrer and
- Workpiece
#1. Tank:
This process has a tank with its face open. The tank is built of strong metal coated with materials that are non-reactive to etchant depending on the applications and concentration of chemical reagent.
#2. Heating coil:
A heating coil is mounted at the lowest section of the tank to maintain the temperature of the tank at a constant level. It is practical that in any metal removal process the heat generation is natural. Also, the coil does cooling in necessary conditions.
#3. Stirrer:
A stirrer is placed in the etchant whose main purpose is to mix the etchant consistently to maintain a uniform concentration and heat along the volume of the etchant. It is well known to us that the hot particles always accumulate at the top, leaving the cold below.
So, to spread the heat uniformly along the etchant, the stirrer is used. The stirrer also helps in the flushing of dissolved metal from the workpiece simultaneously breaking the bubbles formed during machining due to oxidation.
#4. Workpiece:
The workpiece is held in the etchant by the use of a hanger in the case of small applications. The length of the hanger is fastened over a masked area so that the fixing of the workpiece does not disturb the machining zone.
In the case of a larger workpiece, fixtures coated with rubbers and polymers are used to hold the workpiece.
Chemical Machining Process Working Principle:
The working principle of chemical machining is based on chemical etchant. An etchant is a mixture of strong chemical acids which are reactive to metal. When the workpiece is dipped in the etchant, the etchant reacts with the workpiece causing a uniform rate of dissolution of metal from the workpiece.
To obtain a desired shape or structure, an elemental coating that is non-reactive to a chemical reagent called ‘Maskant’ is applied on the workpiece before machining.
Localized machining is achieved by applying a suitable mask on all the areas where we do not want the etchant to react. Thus, exposing the machining zone for the necessary removal of metal.
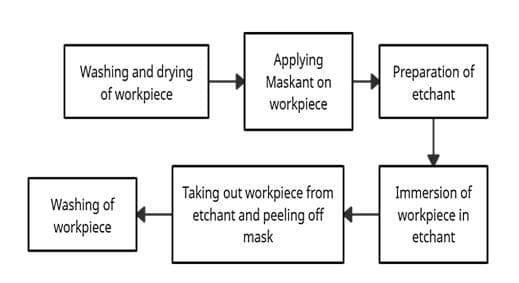
Chemical Machining involves four major processes performed in a series:
#1. Cleaning:
Cleaning is a preparatory process to ensure that the surface of the workpiece is free from contaminants, rust, and foreign particles. It is usually performed by high-pressure water jets, alcoholic solutions, and diluted HCl.
Needs of cleaning:
- Improper cleaning results in poor adhesion of maskant, inaccurate final dimensions and improper dissolution of metal.
- Contaminants like oil, grease can lead to oxidation.
- Improper cleaning can result in peeling of maskant letting etchant flow beneath the mask does spoiling the geometry.
- Foreign particles could lead to the formation of scales.
After the washing of the workpiece, the workpiece is dried under hot air blowers. The cleaning process is always carried out in advanced CNC machinery.
#2. Masking:
It is a process of applying maskant over the surface of the workpiece. A layer of polymer or rubber is coated on the workpiece.
Masking is done to prevent the area which does not require machining from the etching process. Masking is done all over the workpiece except the areas to be machined.
#3. Etching:
This is the process in which the required metal removal takes place. After perfect masking, the workpiece is dipped into the tank of the chemical reagent with the heater and the stirrer turned ON.
As soon as the workpiece is dipped, the etchant starts to react with the non-masked areas of the workpiece. The highly concentrated acid begins to react with the workpiece altering its chemical features.
This reaction causes the predefined portions to melt and separate from the workpiece layer by layer.
In this process, the depth of cut is directly parallel to the time for which is the workpiece is dipped. The more time the workpiece is in the etchant, the more metal is removed. The less time, the less is the depth of cut. This is calculated by the formula.
E=S/T
Where,
- E = Etch rate.
- S = Depth of cut required.
- T = Time in seconds.
The values of etch rate are precalculated by experimentations. Etch rate is consigned with the concentration of chemical reagent and the type of workpiece to be machined.
The depth of cut is obtained in the design. Hence, the time can easily be calculated before immersion of the workpiece in the etchant.
#4. Demasking:
Demasking is a process of peeling off the maskant that was applied before the etching process. Once the maskant is removed from the workpiece, the workpiece is again sent to cleaning operation where any leftover etchant is washed away by pressurized cold water. The workpiece is then dried up and ready for final dispatch.
Chemical Machining Operation Types:
1. Chemical milling (CHM): This operation is performed to obtain pockets, contours on the workpiece or to remove bulk material from the workpiece.
2. Chemical engraving (CHE): This operation is performed to reproduce a special design on a workpiece with a lot of precision. E.g., titles, brand names, serial numbers, etc.
3. Chemical polishing (CHP): This operation is performed to make up a fine finishing or deburring of the workpiece. This is possible by using of usage of lighter diluted chemical reagent.
4. Photochemical machining (PCM): Photochemical machining is a process of manufacturing stress-free and crack-free components. PCM is used where micro details are to be machined on a workpiece.
This process uses Chemical machining (CHM) as its primary technique to remove material and photo-resistive mask for designing purposes. PCM is an advanced machining process whose root is Chemical machining.
Chemical Machining Applications:
The following application includes:
- Weight reduction of complex contours, impossible by conventional methods.
- Machining of thin and delicate components.
- Used to machine the contours present inside a hole.
- Used in automobile and aviation industries.
- Making of fine screens and meshes.
- Removal of metal where the holding of a workpiece is difficult.
Chemical Machining Advantages:
The following advantages include:
- This machining process removes metal uniformly.
- Good surface finish with close tolerances.
- Complex contours can be easily machined.
- Material removal along all the axes at the same time.
- Less skilled operator is required.
- No mechanical stress is produced on the workpiece.
- Low initial cost.
- Low machining cost.
Chemical Machining Disadvantages:
The following disadvantages include:
- Less operator safety, a minor spill of etchant on the skin can cause harm to the operator.
- Chances of corrosion after the days of machining.
- Machining of alloys can lead to poor surface finish.
- Process is not eco-friendly.
- Disposal of byproducts can cause harm to the surrounding.
- Material Removal Rate (MRR) is less in comparison with other machining processes.
- Chances of bubble formation, which may result in improper machining.
Important Parameters:
Maskant: Maskantcan is defined as a material used to coat the workpiece for preventing the portion of the workpiece from etching.
Factors to consider to select the type of maskant:
- It should be inert to the chemical reagent used.
- Tough to withstand handling.
- It should not change its characteristics during the machining process.
- Also withstand heat.
- It should allow itself for cutting and scribing.
- It should adhere well to the workpiece.
- Availability and low cost.
| Workpiece material | Maskant material |
| Aluminum and its alloys | Butyl rubber, Polymer, and Neoprene |
| Copper and its alloys | Polymer |
| Iron-based alloys | Butyl rubber and Polymer |
| Nickel | Neoprene |
| Magnesium | Polymer |
| Titanium | Polymer |
Chemical Machining Maskant technique:
There are three major techniques to apply maskant on a workpiece.
1. Cut and Peel:
In this maskant technique, the workpiece to be machined is first dipped into a tank of liquid maskant, similar to coating.
Once the whole workpiece is coated, the workpiece is taken out and left to dry for a few minutes. Then, a scriber is used to cut the layer of maskant applied to the workpiece.
The cuts are precisely made according to the design to be machined. Once the cutting operation is done, the maskant is removed from the areas to be etched. Thus, the cut and peel masking technique works.
This maskant technique involves the use of relatively thick materials like neoprene, butyl, and vinyl-based materials. This technique is exclusively used for chemical milling operations (CHM).
Over the era, this technique has eased the production of missiles, aircraft, and their structural parts. Due to the inert nature of maskant and thickness involved in this process of about 0.5 inches or more, this technique gives access to extremely high chemical resistance. The major negotiation in this technique is only that, this technique has relatively low-quality tolerance.
Materials used in the cut and peel masking technique are Vinyl, neoprene rubber, butyl base materials, bee wax, Burgundy pitch applied by flow or dip or by spray coating. The thickness of these maskants ranges from 0.03 to 0.13 mm.
2. Screen Print:
This technique makes use of conventional silk-screen print technology. In this mask application, fine mesh silk or stainless-steel screens are deployed on the workpiece.
Similar to the printing of radium on a wide sheet, here, in this technique, a whole of design is printed on a silkscreen and SS meshes. The mesh is then pressed against the surface of the workpiece. This completes the marking of areas to be machined.
Then, a layer of maskant is rolled on the whole of the workpiece. The adhering of maskant on the workpiece is achieved by drying and baking, Once the maskant adheres to the workpiece, the installed meshes are removed from the workpiece, which results in the removal of the mask from the areas to be machined.
Screen printing is a fast, economical masking technique for large-scale productions. This technique also gives access to a greater degree of accuracy.
The mask thickness is always less than 0.05 mm. This maskant technique is best suitable for parts less than 1.2m × 1.2m with flat surfaces and moderate contours.
3. Photo-resist:
The photo-resist masking technique is exercised in the Photochemical machining process only. This technique is so versatile in this autonomous era.
The use of the photo-resist masking technique switches the process of chemical machining into a different non-traditional machining process i.e., the Photochemical machining (PCM) process.
In this technique, a picture of the end product design is printed on a film of photo-sensitive material. The film has a character to attract and reflect the rays of ultraviolet light.
The printed film is carefully and accurately placed on the sheet metal (workpiece) to be machined and then the workpiece is passed through a machine of UV.
Between the IN and OUT of the workpiece, due to the character of the film to allow and reflect the UV light to pass, only the pre-printed zone or marks on the film allows the UV to pass through the film to the workpiece.
This exposure of the workpiece to the UV smoothens the definite parts that were pre-designed for chemical machining. The rest of the process is carried out in the Photochemical machining process.
The material used in this technique hardly has its thickness ranging between 1.27mm to 1.5mm. This technique is widely used in the manufacturing of PCB, semiconductors, electronic chips, computer metallic components, small gears for watches, etc.
Etchant:
The etchant can be defined as a mixture of chemical acids diluted or concentrated that can react with metal and dissolve it.
| Workpiece material | Etchant | Operating temp. (oC) | Etch rate (mm/min × 103) |
| Aluminum and its alloys | Na (OH) | 49 | 20-30 |
| FeCl3 | 49 | 13-25 | 13-25 |
| Brass or bronze | NH4HF2 | 27 | 10-15 |
| FeCl3 | 49 | 25 | 25 |
| Lead | FeCl3 | 54 | |
| Magnesium alloy | HNO3 | 32-49 | 25-50 |
| Nickel | FeCl3 | 49 | 13-38 |
| Titanium | HNO3HF | Ambient | 13-25 |
Internal Resources for You:
- Electrochemical Machining
- Abrasive Jet Machining
- Laser Beam Machining
- Ultrasonic Machining
- Electron Beam Welding
- Lathe Machine
- Milling Machine
Reference [External Links]:
- https://irjiet.com/common_src/article_file/1574155468_d29ca360e5_3_irjiet.pdf
- https://www.amse.acmsse.h2.pl/vol28_8/28810.pdf
Conclusion:
Here we finally studied the chemical machining process in detail. I hope you have understood this topic in detail. If yes then do not forget to share with your friends and family.
I have also explained the different topics of the Machining process. If you want to read you can go through the URL attached above or you can search.



{kind=link}
Discussion about this post