In this article, we will study Definition, Parts or Construction, Working Principle, Advantages, Disadvantages, Application of Electrochemical Machining in detail.
Let’s start with the definition first,
Electrochemical Machining Definition:
Electrochemical Machining (ECM), characterized as non-traditional machining, is an advanced machining, non-contact, reverse electroplating process (ECM removes material instead of depositing it). In ECM, a high electric current is passed between the tool and workpiece through a conductive fluid. The high current and the conductive fluid are used to ionize and remove the metal atoms of the workpiece yielding a burr-free surface.
In conventional or traditional machining processes, the tool material has to be harder than the workpiece material. But the striking feature of Electrochemical Machining being independent of strength, hardness, and toughness of workpiece material makes it suitable for machining of any conductive material and also machining complex cavities in high strength materials.
The electrolysis process is the most fundamental activity of ECM based upon “laws of electrolysis (electroplating)” formulated by Faraday in 1833.
Electrolysis is a chemical phenomenon that occurs between two conductors dipped in a suitable solution when an electric current is passed between them.
In solid conductors, the current is carried by electrons.
In electrolytes, the current is carried by atoms or a group of atoms. Atoms are called ions when they acquire positive or negative charge upon losing or gaining electrons respectively. Positive ions (cations) are attracted by the cathode, in the direction of positive current through the electrolyte, and negative ions(anions) are attracted to the anode.
This setup of electrodes and electrolytes is called electrolytic cell.
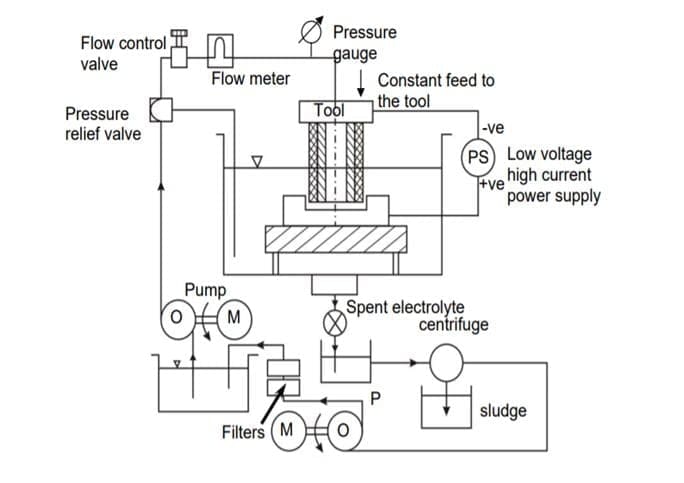
Electrochemical Machining Parts or Construction:
Electrochemical Machining consists of following main parts:
- Power supply
- Electrolyte
- Workpiece
- Tool
- Feed Unit
- Tank
- Workpiece holding table
- Pressure gauge
- Flowmeter
- Flow control valve
- Pressure relief valve
- Pump
- Reservoir tank
- Filters
- Sludge container
- Centrifuge
- Fume extractor
- Enclosure
Power supply:
Voltage must be kept low to avoid short-circuit because the gap between the tool and workpiece is low for high-pitched correctness
Material removal rate ∝ Current density. Therefore, high current values are used for the ECM process.
The following are the power supply parameters for the ECM process:
- The power source is electrical in ECM
- Type: Direct current
- Current capacity: 50 to 40,000 A
- Voltage kept small (to prevent short-circuit) : 2- 35 V
Electrolyte:
Electrolytes are conductive fluid and are selected in parity with electrodes. Some electrolyte-electrodes combination is given below:
- Sodium chloride (NaCl) at a concentration of 20% is used for ferrous alloys.
- Sodium nitrate (NaNO3) is used for ferrous alloys.
- Hydrochloric acid (HCl) is used for Nickel alloys.
A mixture of sodium chloride (NaCl)and sulphuric acid (H2SO4) makes use for nickel alloys.
A mixture of 10% hydrofluoric acid (HF), 10% hydrochloric acid (HCl), 10% nitric acid (HNO3) applied for Titanium.
Sodium hydroxide (NaOH) is for tungsten carbide (WC).
Electrolytes must have the following properties:
- High conductivity
- Low viscosity
- Low toxicity and corrosivity
- Chemical and electrochemical stability for better material removal rate.
3 functions of electrolyte are:
- Carries current between the tool and workpiece
- Removes the product from the internal electrode gap
- Removes the heat produced due to passage of the current.
Electrolyte parameters in ECM are as follows:
- Temperature : 20 °C – 50 °C
- Flow rate: 20 litres/min per 100 A current
- Pressure: 0.5 to 20 bar
- Dilution:100 g/l to 500 g/l
Work piece:
A workpiece is an object that needs to be machined from which material goes into the solution. The workpiece is made the anode in ECM. The material removal rate or machining is only dependent upon the atomic weight and valency of the work material.
The workpiece can be any electrically conducting material and is insulated from the system so that there is no leakage or short-circuiting of current.
Tool:
The tool is used to remove material from the workpiece. It is made the cathode and connected to the negative terminal of the power supply. The tool is selected and manufactured keeping in mind the following properties:
- Good conductor of electricity.
- Rigid enough to take up the load and fluid pressure.
- Chemically inert with respect to the electrolyte.
- Easily formable and machinable to the desired shape.
- Should be manufactured with great accuracy
The cavity obtained in the workpiece is the replica of the tool shape. Therefore, the accuracy of the workpiece after machining is directly affected by the accuracy of the tool shape.
Available material for tool-making: Copper, Brass, Titanium, Copper-tungsten, Stainless steel, Aluminium, Graphite, Bronze, Platinum, Tungsten Carbide.
Material is deposited in the tool in the ECM process. However, for the industrial purposes of machining, the material deposition is discouraged and the material in solution is taken away by the electrolytic solution.
The tool is insulated from the system so that there is no leakage or short-circuiting of current.
Feed Unit:
The servo motor is used to provide the controlled feed to the tool for material removal from the workpiece. Feed rate is 0.5 mm/min to 15 mm/min.
- Tank: It holds the electrolyte in which the tool and workpiece are immersed.
- Workpiece holding table: The workpiece holding table holds the workpiece firmly.
- Pressure gauge: This shows the pressure at which the electrolyte is supplied to the tool.
- Flowmeter: This shows the rate of flow of electrolyte to the machining area.
- Flow control valve: Helps in controlling the rate of flow of electrolytes.
- Pressure relief valve: The pressure relief valve opens and bypasses the electrolyte to the tank in case the pressure rises in the supply lines.
Pump:
The pump helps in circulating the electrolyte. The rate of pumping and pressure at which electrolytes will be pumped should be decided beforehand depending on the application or requirement of the process.
Therefore, the pump for pumping electrolytes should be decided accordingly.
Reservoir tank: Stores the electrolyte.
Filters:
The filter helps in filtering the impurities present in the electrolyte which may choke the supply lines.
Filters are used to realize precise ECM with high-cost effectiveness by maintaining the electrolyte quality constant and removing residual toxic ions from the electrolyte for health and environmental conservation purposes.
Sludge container: Stores the sludge produced during the machining.
Centrifuge: A centrifuge is a device that uses centrifugal force to separate the sludge from the electrolyte.
Fume extractor: A fume extractor is a device that uses a fan with a negative draft to pull fumes and dust out of the enclosure.
Enclosure: The entire system of ECM is put into an enclosure so that any toxic fumes produced in the machining process do not affect the environment and operator.
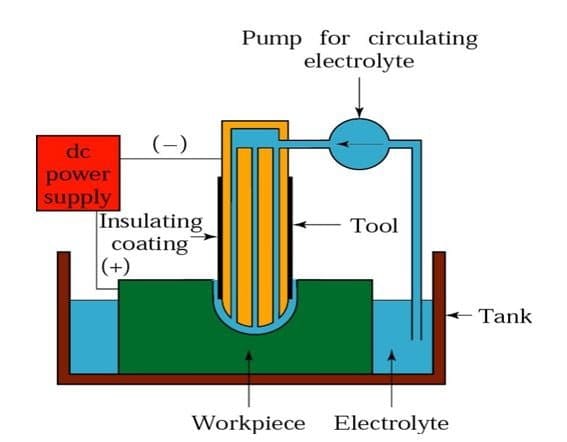
Electrochemical Machining Working Principle:
Let us take an example of the machining of an iron workpiece. The iron workpiece is assembled in the workpiece holding table.
The tool is brought close to the workpiece. The two electrodes immersed in the electrolytic solution of NaCl (common salt solution).
The cathode (tool) and anode (iron workpiece) are connected to the negative and positive terminal of the power supply (usually around 10 V) respectively.
The electrolyte from the reservoir tank is continuously pumped, streaming through the hole in the tool, into the gap between the tool and the workpiece with the help of a circulating pump.
The tool feed system advances the tool towards the workpiece.
Reactions at the anode are called anodic reactions. Reactions at the cathode are called catholic reactions.
Basic reactions for sodium chloride electrolyte:
- Disassociation of sodium chloride: NaCl ————→ Na+ + Cl–
- Disassociation of water: H2O ————→ H+ + OH–
Cathodic Reactions: Hydrogen ions take away electrons from the cathode (tool) to form H2 gas.
- 2H+ + 2e– ————→ H2↑
Only H2 gas is evolved at the cathode. The electrode shape remains unaltered during the electrolysis process, which is the most significant feature of the ECM process.
Anodic Reactions:
- Iron comes out of the workpiece (anode) as iron ions
- Fe ————→ Fe++ + 2e–
- Reaction within sodium chloride electrolyte
- Na+ + OH– ————→ NaOH
- Fe++ + 2OH– ————→ Fe(OH)2 ↓
- Fe++ + 2Cl– ————→ Fe(Cl)2 ↓
Fe(OH)2, Fe(Cl)2 are precipitated as sludge. The workpiece gets gradually machined to give an excellent surface finish and stress-free surface because of this controlled anodic dissolution process at the atomic level.
There are no constraints over the geometry of the tool shape. Initially, the gap between the tool and workpiece is uneven. After the machining, the gap is uniform (0.1 mm to 2 mm) throughout the length of the workpiece and maintained as such through the appropriate tool or workpiece advancement rate.
The width of the gap gradually tends towards a steady-state value and under such conditions, the cavity obtained is the replica of the tool shape.
The sludge from the tank is taken out and separated out from the electrolyte using the centrifuge.
The electrolyte, after going through the filtration process in filters, again transported to the reservoir tank to be pumped for the machining process.
This is how electrochemical machining works. Now we will study Advantages.
Electrochemical Machining Advantages:
The Following advantages of Electrochemical Machining is:
- Complex and concave curvature parts can be produced easily using concave and convex tools.
- More complex geometries can be produced using a single connected CNC machine.
- Since there is negligible tool wear, the same tool can be used for producing an infinite number of components.
- Since there is no direct contact between the tool and work material, there are no forces and residual stresses.
- An excellent surface finish is produced with no thermal damage due to atomic level dissolution
- Less heat is generated.
Electrochemical Machining Disadvantages:
The Following disadvantages of Electrochemical Machining is:
- The saline(acidic) electrolyte can cause corrosion of the tool, workpiece, and equipment.
- High specific energy consumption.
- ECM can machine only electrically conductive work material.
- It can not be used for soft material.
- A large production floor is required.
- ECM poses health and environmental concerns.
Electrochemical Machining Application:
The Following application of Electrochemical Machining is:
- Electrochemical Machining is used for Die sinking and hole-contouring operation.
- Grinding, by combining with grinding processes (using the negatively charged abrasive grinding wheel) to remove material. The process is also referred to as electrochemical grinding.
- Cutting cavities, drilling deeper and even irregular-shaped holes in complex structures like jet engine turbine blades.
- Trepanning (by using a tool electrode with a cavity) and micro-machining to fabricate micro-components because ECM provides a stress-free and good surface finish which has extensive application in Nanofabrication and nanotechnology.
- Profiling and machining complex profiles like steam turbine blades within closed limits.
Electrochemical Machining Video:
Internal Resources for You:
Conclusion:
Here we finally studied Electrochemical machining in detail. I hope you have understood this topic in detail. If yes then do not forget to share with your friends and family.
I have also explained the different topics of the Machining process. If you want to read you can go through the URL attached above or you can search.



{kind=link}
Discussion about this post