This article includes Definition, Construction, Working process, Advantages, Disadvantages, and Application of Injection Molding.
At the end of the article you can easily download whole document in PDF format.
So let’s start our topic Injection Molding,
What is Injection Molding?
The plastic material is heated above its melting point, which helps to convert the solid polymer to a molten fluid with a low viscosity reasonably. Material is forced into a mold (closed) that defines the shape of the article to be produced. Material is heated and deforms as per the shape required finally and let it cool.
Plastic material is melted in the heating chamber and then injected into the mold where it cools and finally, the finished plastic part is ejected. the plastic covering of hand drill, that the shape inside the number of ribs and bosses.
Those are the things that are very difficult to make, these days no doubt there is a rapid prototyping process that can help us in that.
But in case of large scale production, we will have to go for the injection molding process.
Injection Molding Definition:
Injection Molding is a manufacturing process in which shaping the plastic or rubber material by injecting heated material into a mold. Injection Molding is used for making or producing wire spools, packaging, bottle caps, toys, combs or pocket combs, some musical instruments, small tables and chairs, storage containers, automotive parts and components, and so on.
This is about definition now we let’s see construction in detail,
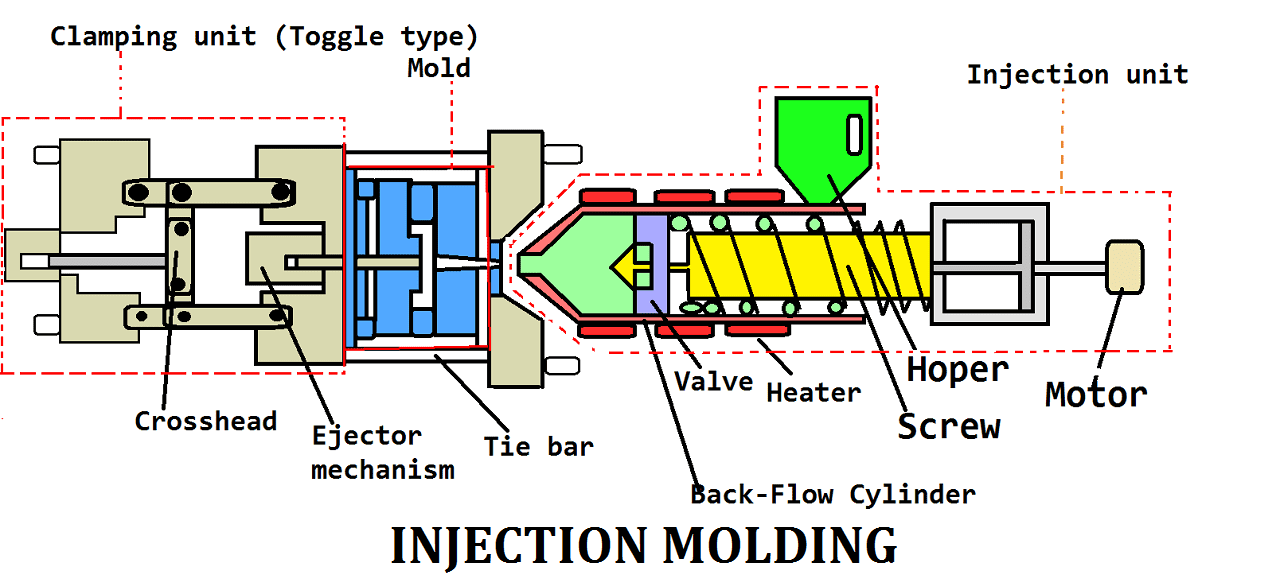
Injection Molding Construction or Parts:
Injection Molding consists of Following Construction or Parts:
- Clamping Unit
- Crossheads
- Ejector Mechanism
- Nozzle
- Injection Unit
- Barrel
- Heater
- Backflow cylinder and More
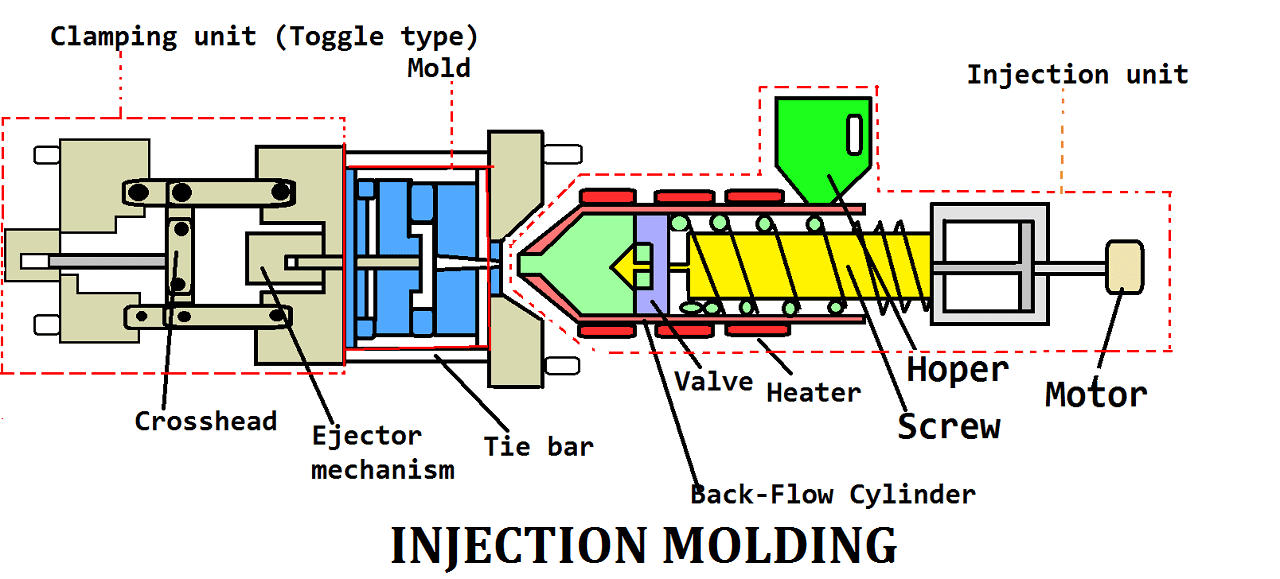
Will study one by one in detail. So let’s start
Clamping Unit:
The molding of the Injection machine has a clamping unit either the hydraulic type or the toggle type. It is available to hold the pressure developed and withstand the forces and stresses.
The molds internal pressure in the molding is 350-500kg/cm2, the clamping force F can be calculated by the following equation. F(ton)=(0.35~0.50) × S where S: projected area. It is necessary to note that when the arrangement of molding is eccentric from the center of the die plate, the clamping force.
Crossheads:
The clamping mechanism for an injection molding machine has got a toggle link, a crosshead linked to connected to the toggle link, and a driving device for moving the crosshead.
For driving the crosshead the ball spline shaft is provided parallel to a ball screw. Also, a ball spline nut provided in the crosshead is attached with the ball spline shaft so that the crosshead may be controlled by the ball spline shaft.
Ejector Mechanism:
After the process is finished, the rod of the injection machine will push the ejector plate. The ejector plate will forward toward the right. Those moving the ejector, guide pin will constraint the motion.
Ejector pins clamped between two ejector plates so it will move forward and push the product out of the mold. The rod of the injection machine will move back after we get the product. Spring of return pin and mold closing will guide the ejector back to the position.
So it will push the ejector plate to move back.
Nozzle:
A nozzle with the structure without stagnation is desirable. Using the needle shut off nozzle and torpedo nozzle due to resin stagnation control.
The best one is the open nozzle. Drooling, stringiness is easy, and it adjust independently the temperature at two separate places of the tip and the bottom.
Injection unit:
The improvement of poor appearance of the moldings, the reduction of size unevenness between the molding shots, and the measures against sink marks, warpage and flash can be achieved by controlling the injection rate, holding pressure, screw rotation speed and backpressure with multistep program control at the time of injection.
Barrel:
The barrel is made up of glass fiber reinforced grade and optical grade it is good to consider the barrel material. As it is good to use the bimetal to prevent the barrel abrasion for glass fiber reinforced.
Heater:
The material is molded at high temperature, the heater with heat capacity can be heated to about 370℃ is used, and a band heater is usually used.
It is easy to cause the burn when continuing molding without being aware of heater disconnection. Parts are disassembled to set the nozzle and cylinder head and when the heater is stuck with resin when the heater is disconnected.
Back flow Cylinder:
The screw head contains a backflow prevention cylinder in order to maintain the effects so that injection pressure by preventing a part of the measured. Resin maintains the ditch of the screw at the time of injection.
It is easy for resin with this valve structure to maintain the flow. So the design of the flow path to provide the corner as much as possible is expected.
For high viscosity material, the fatigue failure occurs in the screw of the small aperture because torque is large when receiving the load by repeated rotation, the use of screws of a wide aperture is used
After knowing the construction parts in detail now moving to understand the working process,
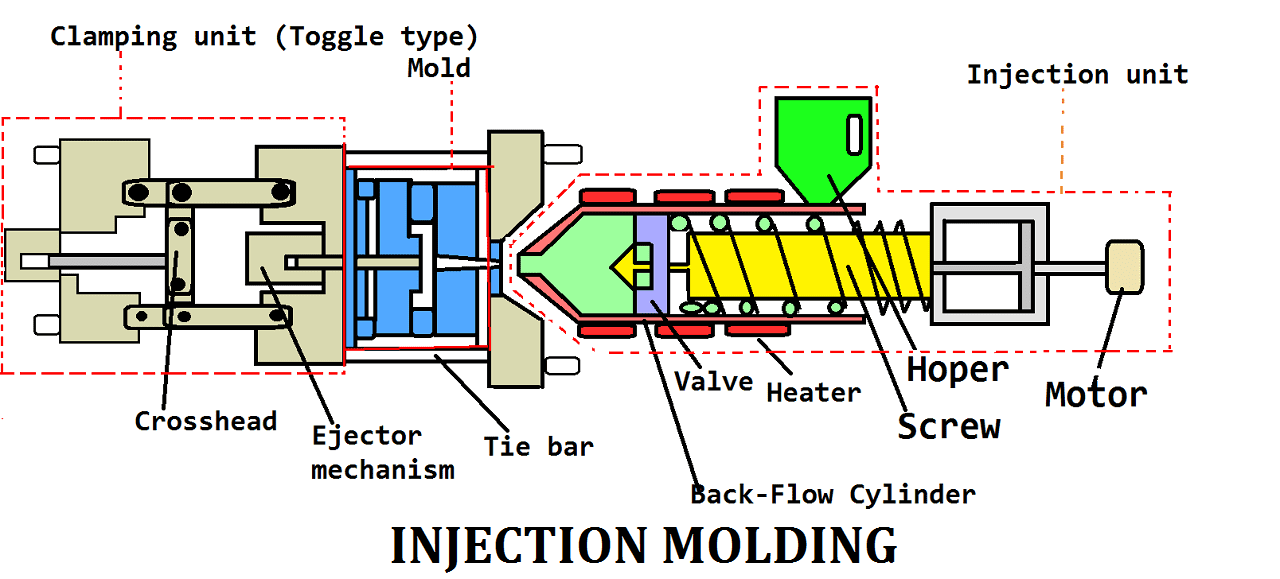
Injection Molding Working process:
There is a rotating screw, that pushes the molten plastic through the nozzle into the mold cavity. This is the mold to part mold here, and then this slides over these two tie bars and it will move in a longitudinal direction.
So, when it will come close to the fixed part of the mold, the mold will get closed in between we will have our mold cavity. And that mold cavity will be the exact replica of our final product that we want to make. So, in this case, we can say the injection mechanism is a screw-type of injection mechanism.
So, this is a screw inside our barrel. So, here is a screw and the barrel has a heating arrangement. Here we have the heaters which will heat or melt the plastic.
The raw material is again coming from the hopper. So, the only difference between a screw type of injection as well as the plunger-type of injection is in the mechanism through which we are pushing the molten plastic into the mold cavity.
In piston type, we will use a piston or a plunger inside the cylinder to force the plug molten plastic into the mold cavity, whereas in the case of screw-type we will use the rotating screw to force the plastic or the molten plastic into the mold cavity.
Clamping two halves of the mold must be tightly closed before the molten plastic material is injected into the mold
One half of the mold is attached to the injection unit and the other half is allowed to slide on the guideways. The clamping of the mold is operated hydraulically, which pushes the moving half of the mold towards the fixed.
Half of the mold to make an airtight chamber. So, 2 half of the mold will close and the inside we will have your mold cavity.
The pressure and the time required to close and open the mold depends upon the machine capability. So, each machine has specifications at what is a maximum clamping force that machine can apply.
Now once the mold has been closed, then we inject the molten plastic material is melted by the application of heat and forwarded through the piston towards the nozzle and finally, into the mold cavity.
Injection plastic material is melted by the application of heat and forwarded through the piston towards the nozzle and finally into the mold
The molten plastic is then injected into the mold quickly the molten plastic is then injected into the mold cavity. The amount of material that is injected into the mold is referred to as a short volume.
Injection: Material that is injected into the mold is also called as the shot volume. The injection time can be estimated by volume, injection power, and pressure.
Now, the short volume is the metered amount of molten plastic that we want to inject inside the mold cavity. from the hopper, the raw material is coming into the injection chamber.
Then there is a rotating screw type of arrangement. It is forcing the plastic or the molten plastic through the nozzle into the mold cavity. The heaters are attached all around the barrel or the injection chamber, which heats the molten plastic, melts the molten plastic.
And once it is injected into the mold cavity the cooling circulation of water or air cools the part inside the mold cavity only. And once the part has solidified after a particular holding time the movable part of the mold will move back the product will also move along with the movable part, and then the ejector pins will just give a little tap on this part that has been formed.
And it can then finally, collected. So, this was the continuous process and you can get a large number of parts maybe 50 to 60 parts in an hour if the sizes, the shot volume is very less or may besmall volume parts can be even larger number can be produced on an hourly basis.
Majorly used for thermoplastics we can see acetyl acrylic, nylon polycarbonate, polyetheretherketone, polyethylene, polypropylene, polyvinyl chloride.
Injection Molding Advantages:
The following advantages of Injection Molding are:
- Injection Molding has got higher production we can see the number of parts produced per hour is very large. Even a single minute can produce one part.
- Close tolerance is on small intricate parts. So, difficult to make the parts that we had which are difficult to make using the other processing techniques.
- Wastage of material is less.
- Low labor cost.
- Colour control is good.
- This process is suitable for difficult to process complex geometries.
- Enhanced Strength.
- Finishing requirements are reduced.
Injection Molding Disadvantages:
The following disadvantages of Injection Molding are:
- High tooling costs and long set up lead times.
- Part design restrictions.
- Setup Cost is also very high.
- small runs can prove costly.
Injection Molding Application:
The following application of Injection Molding are:
- The injection molding process can be used to manufacture thin-walled plastic housing products, which require many ribs and bosses on the interior surfaces.
- These housings are used in a variety of products including household appliances, electronics, power tools, and automotive dashboards.
- It is also used to go to several daily use items such as toothbrushes or small plastic toys many medical devices including valves and surgical syringes.
- The rearview mirror of our motorbikes.
Production Machine Article
Lathe Machine
Milling Machine
Drilling machine
Shaper Machine
Slotter Machine
Hope you liked the article of Injection Molding If so do read our another article I have covered. Till than Thank you so much we will meet in another articles.
References [External Links]:
Molding Overview: Wikipedia




{kind=link}
Discussion about this post