
When it comes to the casting process, centrifugal casting is a very good and efficient type of casting process.
In this article, we will study the Definition, Parts, Working Process, Step Involved, Types, Materials, Applications, Advantages, and Disadvantages of Centrifugal Casing in detail.
Notes: The whole article PDF you can download at the end of the article.
What is Centrifugal Force?
The Centrifugal force is a type of force felt by any object moving in a curved path and is directed radially outward.
Let’s start our main topic centrifugal casting in which definition first,
Centrifugal Casting Definition:
Centrifugal casting is also known as Roto Casting. It is a casting process in which centrifugal force is used and to cast thin-walled cylinders and materials such as metals, glass, and concrete.
- Centrifugal casting was invented by Alfred Krupp.
- High-quality products can be manufactured by the centrifugal casting process. It is mainly used to produce rotationally symmetric products.
- After obtaining the product from this manufacturing the product requires some machining for good finishing and material luster.
Centrifugal Casting Parts:
The following parts of centrifugal casting are:
- Ladle
- Pouring Basin
- Core
- Rollers
- Motor and
- Metal Mold
Ladle:
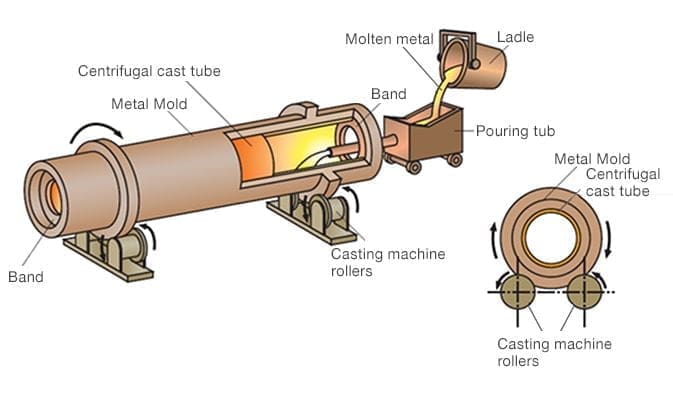
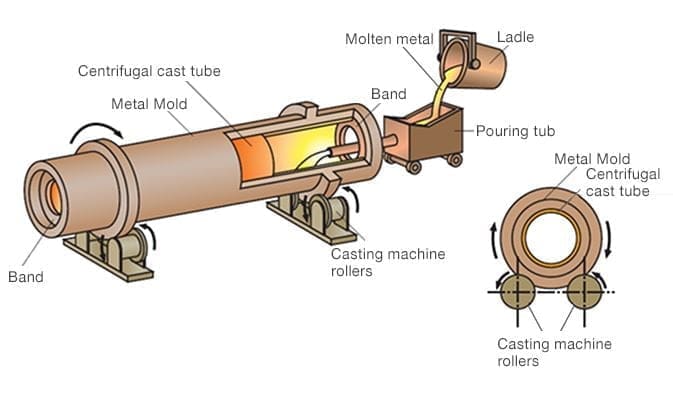
The ladle is a component that is used to put the molten metal into the pouring basin as you can see in the diagram and It is made up of steel, or stainless steel.
Pouring Basin:
Here the molten metal in placed by the ladle Now it is used to pour the molten metal into the metal mold.
Core:
A core is a preformed, bonded, sand insert placed into the metal mold to shape the interior of a casting. The Cores are used to create hollow sections or cavities in a casting.
Rollers:
Here The machine has four rollers and all of them are being used. Two rollers are at the bottom and two are at the top of the system. Two rollers that are in the bottom are connected to the motor and rotate with it. And the other two rollers which are in the top, provide support to the metal mold while rotating.
Motor:
The motor is used to provide rotary motion to the rollers.
Metal Mold:
Here the molten material is placed with the help of a poring basin. Now with the help of motor and roller, it is being rotated and it rotates continuously at high speed when an operation is to perform.
Centrifugal Casting Material:
The material we use to cast by centrifugal casting is cast iron, stainless steel, steel and aluminum, alloys of nickel, and copper. In this casting, we can combine two materials and that introduces a second material during the process. A very good example is a cast iron pipe coated on the interior with cement.
Centrifugal Casting Working Process:
First, we prepare the molten metal which may be cast iron, steel, or stainless steel. Now we clean all the parts of the manufacturing and we will supply the power to the motor.
The motor starts get to rotate. Now the molten metal is now put into the pouring basin with the help of a ladle.
And from pouring basin, it is further put into the metal mold which is attached to the motor and it is rotating therefore the centrifugal force comes into play.
The dense material in the mold starts taking place at the wall of the spinning mold and simultaneously we supply the molten metal as per the requirement.
The mold rotates at a speed between 500 to 3000 rpm and here the pressure is created by the centrifugal force is 100 times gravity force.
Now this will run for some time and then we will get the product out from the pouring basin. The molten metal solidifies after cooling. The molten metal solidifies the outer diameter to the inner diameter.
And now this is further sent for the machining process where if any impurities are there it will be removed and the product gets a high luster and good mechanical properties.
The material gets a fine-grain microstructure that can easily resist atmospheric corrosion.
Centrifugal Casting Working Video:
Steps Involved in Centrifugal Casting:
The following steps are involved in the Centrifugal Casting:
- Mold Preparation
- Pouring
- Cooling Process
- Removal of Casting and
- Finishing Process
Mold Preparation:
In the mold preparation steps, we prepare mold in a cup-shaped component before pouring the molten metal.
Pouring and Casting Removal:
Now the mold we prepared in the cup is poured directly into the rotating mold. Here we do not use a gate or runner system. The molten metal is poured into a high-speed rotating mold here the molten metal experiences the centrifugal forces inside it.
The pressure which is created by centrifugal force is 100 times the force of gravity and the mold cavity rotation speed around 500 to 3000 RPM.
The high dense molten material is moving towards the wall of the spinning mold. And if any extra material comes on the upper surface we try to remove it if possible.
Now after some time, the poured metal gets a proper shape is being removed from the rotating machine with the use of tongs and all.
Cooling Process:
Now The mold is allowed to cool down evenly and gradually so that the metal does not get blistered and rendered.
Finishing Process:
After the cooling process now the product is sent to the finishing process where if any slugs are present it will be removed.
Further, the finishing process is done by machining, grinding and sand-blasting of the inside diameter to remove impurities of the product and make the inner and outer surface smooth and shiny.
Centrifugal Casting Types:
There are mainly two types of Centrifugal casting process:
- Vertical Casting and
- Horizontal casting.
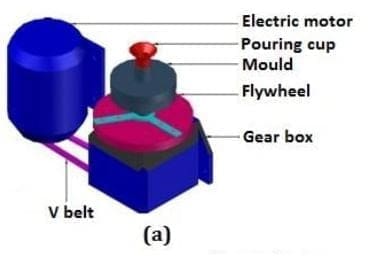
Vertical Centrifugal Casting:
From the vertical casting process, we get superior mechanical properties and a more uniform, fine grain structure of the manufactured component.
The vertical centrifugal casting process is used to cast cylindrical shapes whose diameter is more than the height or length of the cylinder.
For example rings and bearing, Balls for ball valves, Gear blanks, Short bushings, Flanges, and sprockets (Automobile component). It can also be used to cast non-cylindrical parts such as valves and propellers by using specialty castings.
Horizontal Centrifugal Casting:
In the Horizontal casting process, we preferred to manufacture the products with long cylindrical parts where the casting length is much longer than the outside diameter.
The horizontal casting process is a cost-effective method and it produces high-quality tubular components. Here In horizontal a mold, or die, spins about a horizontal axis and it casts parts having an axis of revolution.
And Centrifugal casting is further divided into three types: True centrifugal casting, Semi-centrifugal casting, and Centrifuged casting.
Let’s look at these three too.
True centrifugal casting:
True centrifugal casting is a centrifugal casting process. The process is used for making symmetrical round hollow sections. Here there is no use of core and asymmetrical hollow section is created by pure centrifugal action.
In this casting process, a mold is rotated fast about its central axis as the metal is poured into it. With the use of Centrifugal force, we distribute liquid metal over the outer surface of the mold.
The Centrifugal force tends the poured metal and the freezing metal to fly outward, or away from the axis of rotation.
Now, this process creates high pressure on the casting material and the lighter slag or oxides being pushed towards the center.
Casting cools and solidifies from the outside therefore it results in good directional solidification. It is used to make hollow pipes, tubes, bushes, and son on which are axisymmetric with a concentric hole.
Semi-centrifugal casting:
The semi centrifugal casting is used to cast large size axisymmetrical objects. The mold is placed horizontally and is being rotated along the vertical axis and a core is inserted at the center that is used to cast a hollow section.
Now When the mold rotates, It is filled by purely centrifugal action, and as the liquid metal approaches the center, here the gravity component increases, and the centrifugal component decreases.
Therefore a core is inserted at the center to make a hollow cavity without centrifugal force. In this process centrifugal force is used for a uniform filling of axisymmetrical parts.
Some parts of automobiles like Gear blanks, flywheels, are manufactured from this process.
Centrifuged casting:
Centrifuged casting is used to manufacture only small objects and it is also used to cast object which is not axisymmetrical. The centrifugal force is used to obtain higher pressure on the metal and get more dense and high mechanical properties of castings.
In this process, there are several mold cavities connected with a central sprue with radial gates. This process uses higher metal pressure during solidification.
In Centrifuged casting process a group of small molds is arranged in a circle around the central vertical axis of the flask and the flask is rotated about the vertical axis, the process is known as centrifuged casting.
Centrifugal Casting Applications:
The following application is:
- Centrifugal casting is used to cast hollow cylindrical metal pipes.
- This casting process is used in the automobile industry for various product manufacturing like pistons, cylinder liners, and so on.
- This casting process is widely used in aircraft industries for casting flanges, compressors, and rings.
- It is also used to manufacture carriage wheels of railway and bearings.
- The centrifugal casting process is used in the electronic industry for manufacturing switchgear components.
- It is also used to create any parts whose shapes are symmetrical about an axis.
- This process is also used when a uniform grain structure is required.
- We also make Clutch plates Paper making rollers from this casting process.
Centrifugal Casting Advantages:
The following advantages are:
- The centrifugal casting process has lower casting defects because of uniform solidification.
- The energy can be saved as it requires a lower pouring temperature.
- The impurities like oxide or any other slag particles are being segregated at one point and that can be easily removed from there.
- By centrifugal casting, a thin wall cylinder can be easily manufactured which is a very good advantage.
- This casting process can produce components with intricate geometries at a lower cost.
- The runner and gating system in this casting process is not there.
- For casting hollow shapes like tubes and other components we do not require cores.
- The centrifugal casting process can be used for mass production.
- The component we manufacture from the centrifugal casting process has high mechanical properties and dense metal.
- Inclusions and impurities of the casting process are lighter.
Centrifugal Casting Disadvantages:
The following disadvantages are:
- In centrifugal casting, the temperature distribution and solidification time is difficult to determine.
- When we manufacture the small diameter pipe and if some impurities come in the internal diameter from this process it is very hard to remove which is a major disadvantage of centrifugal casting.
- It is good for manufacturing only cylindrical structures. When we manufacture other than cylindrical structure there is a loss in structural and purity benefit.
- More machining is required when we manufacture components other than cylindrical and there is more chance of making the process more costly.
- The size of components we manufacture here is limited.
- The centrifugal casting cast only symmetrical shapes therefore Limited design can be cast from this process.
- It is not suitable for manufacturing any type of material. The material is limited.
- More maintenance and skilled operator is required.
Internal Resources:
- Casting process
- Forging vs Casting Process
- NC Machine
- Milling Machine
- Drilling Machine
- Shaper Machine
- Planer Machine
- Slotter Machine
- Hot Working Process
- Cold Working Process
- Different Parts of an Engine
Reference [External Links]:
- https://aip.scitation.org/doi/pdf/10.1063/1.4985496
- https://en.wikipedia.org/wiki/Centrifugal_casting_(industrial)
- https://www.metaltek.com/blog/what-is-centrifugal-casting/
So here we finally studied centrifugal casting in detail. Let me know your thought about this article in the comment box and If you like the article then please share it with your friends and family.




{kind=link}
Discussion about this post